




Modulo base meccatronico di nastro trasportatore a due cinghie azionato da un motoriduttore a 24 V a velocità variabile, sensori di finecorsa e slave PROFIBUS DP integrato tipico del settore. Per esperimenti di base su un sistema di trasporto o per l’installazione in un complesso sistema meccatronico per controllare il flusso di materiale. Il nastro trasportatore trasporta i portapezzi con i pezzi, collega i singoli sottosistemi ed è predisposto per il collegamento a un PLC o LOGO. Può essere combinato con altri nastri trasportatori, curve o nodi di trasferimento. Le stazioni IMS o la scheda LOGO possono essere collegate direttamente al trasportatore e controllate insieme tramite PROFIBUS.
Caratteristiche:
- Lunghezza = 600 mm, Larghezza = 160 mm, Pista = 120 mm
- Motoriduttore, 24V DC
- Modulo PWM per l’azionamento del nastro a velocità variabile
- Regolazione continua della velocità tramite potenziometro o ingresso analogico 0-10 V
- Funzionamento manuale tramite interruttore per rotazione destra/sinistra
- 2 sensori di fine corsa induttivi
- 2 interfacce M12 per attuatori/sensori aggiuntivi
- Prese per loop di ARRESTO DI EMERGENZA (diseccitazione dei moduli di uscita)
- Alimentazione esterna tramite prese di sicurezza da 4 mm o connettori cilindrici
- Connettore di sistema SUB-D a 9 poli per collegamento contattore, LOGO! o PLC
- Disco incrementale per il rilevamento della posizione e la misurazione della velocità tramite sensore ottico
- Visualizzato come modulo 3D interattivo nel database virtuale IMS
- Requisiti per il controllo: 4 ingressi digitali, 3 uscite digitali
Modulo slave PROFIBUS DP:
- Area indirizzi: 16 ingressi/uscite digitali
- I LED sulla parte anteriore rimangono visibili attraverso la copertura in plexiglas e si possono osservare gli stati di segnale attuali degli ingressi e delle uscite digitali. Questo non serve solo per supportare la programmazione, ma anche per aiutare nella risoluzione dei problemi
- Collegamento PROFIBUS DP tramite presa DSUB a 9 poli
- Indirizzo regolabile tramite selettore rotativo
- Velocità di trasmissione fino a un massimo di 6 Mbit/s
- File GSD per l’integrazione nel software di controllo (ad es.: STEP7)
- Presa DSUB a 25 pin per il collegamento di una stazione di elaborazione IMS
- Corrente di uscita: 500 mA (corrente totale: 1 A)
- Controllo del nastro trasportatore tramite PROFIBUS con velocità variabile

La stazione per lo stoccaggio, la separazione e l’assemblaggio dei pezzi è completamente automatizzata. Insieme al nastro trasportatore, la stazione esegue un processo di assemblaggio completamente automatico della parte inferiore (ISM3) e parte superiore (ISM4) del prodotto finale composto da tre parti.
Componenti principali:
- Magazzino verticale
- Fotocellula per il monitoraggio del livello
- Cilindro di arresto a doppio effetto
- Sensore di posizione finale
- 1 cilindro separatore a semplice effetto
- 1 valvola a 3/2 vie
- 1 valvola a 4/2 vie
- Blocco valvole pneumatiche a 2 vie
- Interfaccia PLC su SUB-D 25 pin
- Requisiti per il PLC: 2 x uscite digitali, 2 x ingressi digitali
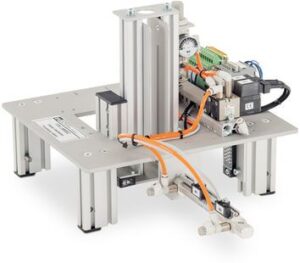
Insieme al nastro trasportatore, la stazione esegue un sottoprocesso – l’inserimento di un bullone nel pezzo in lavorazione – completamente automatico di un prodotto finale composto da tre parti.
- Caricatore a caduta magazzino bulloni
- Fotocellula per il monitoraggio del livello di riempimento
- Cilindro di arresto a doppio effetto
- sensore di posizione finale
- Cilindro di montaggio a doppio effetto
- 2 sensori di posizione finale
- 2 valvole di ritegno a farfalla
- 2 valvole a 4/2 vie
- Blocco valvole pneumatiche a 2 vie
- Riduttore di pressione 0…10 bar
- manometro
- Interfaccia PLC su SUB-D 25 pin
- Requisiti per il PLC: 2 x uscite digitali, 4 x ingressi digitali

La stazione di controllo esamina il materiale (plastica o acciaio) e il colore dei pezzi che passano sul nastro trasportatore.
- 4 sensori di test binari (2 x ottici, induttivi, capacitivi)
- Sensore di fine corsa magnetico
- Cilindro di arresto a doppio effetto
- Valvola a 4/2 vie
- Interfaccia PLC su SUB-D 25 pin
- Requisiti per il PLC: 1 uscita digitale, 5 ingressi digitali

Dispositivo di manipolazione automatico con cilindro di sollevamento su un’unità rotante pneumatica che, insieme al nastro trasportatore, separa i pezzi secondo criteri predefiniti.
- Unità di rotazione pneumatica 90°
- Generatore di vuoto con sensore di vuoto
- Cilindro di sollevamento con ventosa e micro interruttore
- 3 valvole di ritegno a farfalla
- 3 valvole a 4/2 vie
- 1 valvola a 3/2 vie
- Blocco valvola a 4 vie
- 2 sensori di posizionamento
- Cilindro di arresto a doppio effetto
- Interfaccia PLC su SUB-D 25 pin
- Requisiti per il PLC: 4 x uscite digitali, 5 x ingressi digitali

Magazzino a scaffalatura alta con 4 livelli di stoccaggio, ciascuno con 5 posizioni di stoccaggio per un totale di 20 posizioni di stoccaggio. Una ventosa a vuoto rimuove i pezzi provenienti dal nastro trasportatore. Con i 3 assi posizionabili liberamente, i pezzi vengono immagazzinati nelle posizioni assegnate.
- 20 spazi di archiviazione
- 2 guide lineari
- 2 catene portacavi
- Asse Z con motoriduttore 24 V, 5 sensori di posizione, 2 finecorsa,
- Asse X con motoriduttore 24 V, encoder incrementale con sensore ottico, sensore del punto di riferimento, 2 finecorsa
- Asse Y con cilindro pneumatico a doppio effetto e due ventose a vuoto, 2 sensori di fine corsa, 2 microinterruttori per arresto forzato a fine corsa
- Generatore di vuoto con sensore di vuoto
- Blocco a 2 valvole
- Valvola a 4/2 vie
- Valvola 3/2 vie
- Valvola manuale a 3/2 vie
- 2 comandi motore con inversione del senso di rotazione
- INTERRUTTORE DI ARRESTO DI EMERGENZA
- 1 Sub-D, 25 pin
- Requisiti per il PLC: 11 ingressi digitali, 8 uscite digitali
- Dimensioni: 560 x 480 x 850 (L x P x A)

Dispositivo di foratura e fresatura per lavorazione del pezzo inferiore IMS®. La fresa può essere controllata con due diversi avanzamenti.
- testa a fresare
- Mandrino di fresatura 5.000 – 20.000 giri/min controllato tramite 0…10 V interno o esterno
- Potenziometro per l’impostazione della velocità interna
- sensore di posizionamento
- cilindro di bloccaggio
- Blocco valvole 5 elettrovalvole a 4/2 vie
- Avanzamento fresa asse Z
- Avanzamento fresa asse X
- Avanzamento fresa asse Y
- Cilindro di arresto a doppio effetto
- pannello di controllo con:
- Selettore di velocità
- potenziometro
- luce segnaletica
- Arresto di emergenza con luce di segnalazione
- Interfaccia PLC su SUB-D 25 pin
- Requisiti per il PLC: 8 x uscite digitali, 11 x ingressi digitali, 1 x uscita analogica per la velocità (comandabile anche tramite potenziometro)